The current practice that is used in open-deck blocks like the B-series Honda block is to install a set of ductile iron sleeves. This isn’t anything new, as tuners have been using sleeves in domestic V-6 and V-8 blocks for a long time, and they have proven that the technique works.
Out of all the materials available for this purpose, ductile iron was chosen because of its strength and versatility. In the past, gray iron was considered to be the most versatile of all foundry metals because its high carbon content made it easy to melt and cast. It had a low shrinkage rate and a tensile strength up to 60,000 psi; but aluminum alloy, such as 2024 alloy, has a tensile strength rating up to 63,000 psi. While both have high tensile strengths, the resistance to fracture is high as temperatures increase.
Ductile iron is a graphitic metal that contains a high concentration of graphite spheres in its composition, unlike iron that contains flakes of graphite. If you have ever bent a graphite fishing rod or golf club, you know how strong it is. The same is true in ductile iron. It’s very resilient to fractures and cracking, while having 100,000 psi of tensile strength.
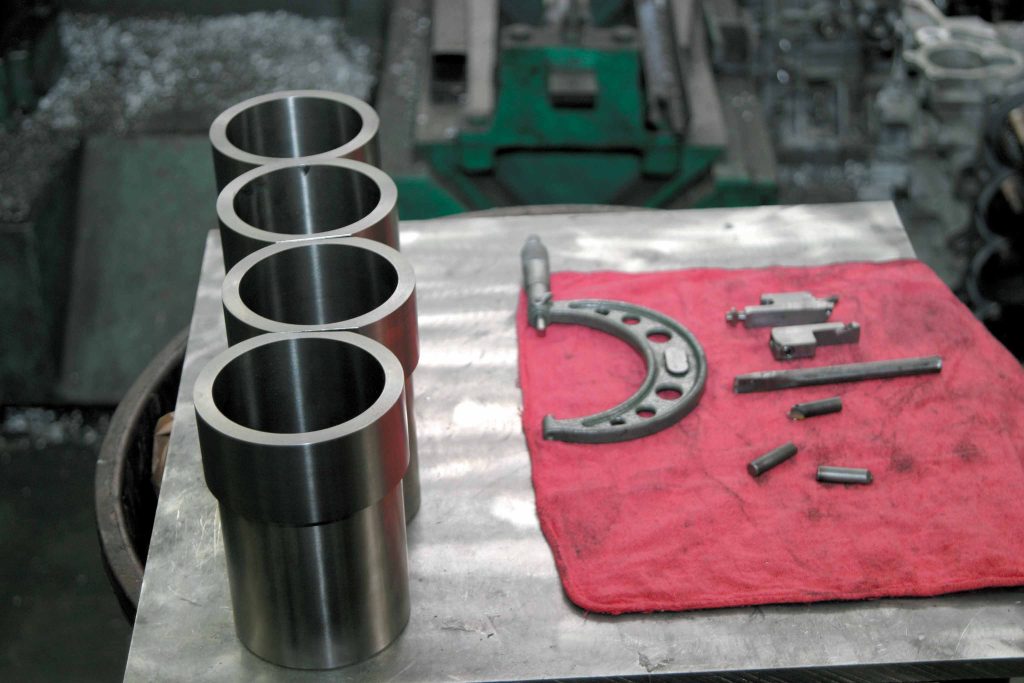
The sleeve of choice for many high-performance engine builders is the Darton sleeve. Darton uses sleeves that have been centrifugally cast, a process where molten ductile iron is evenly distributed over the interior of a mold that ensures proper thickness without voids left by traditional casting methods. This process affords the Darton sleeve tensile strength of 130,000 psi. Aside from being strong and resistant to cracking, ductile iron affords thermal resistance able to withstand temperatures as high as 800 degrees F, while being very resistant to corrosion.
Non-OEM blocks (like the Dart block) and welding of deck surfaces are outlawed by the NHRA. This ruling is a double-edged sword in a sense, as products like the Dart block would elevate the performance and power potential of B-series-powered vehicles. However, it also opens the doors for companies such as Dodge, General Motors, Ford and even McClaren to develop special engines for well-funded race teams. This could then make it virtually impossible for many racers to compete. Imagine a McClaren-powered Civic scorching the dragstrip. For now, blocks such as the Dart can be used on the street and racers will continue to use sleeved blocks because it is cost-effective, proven technology.
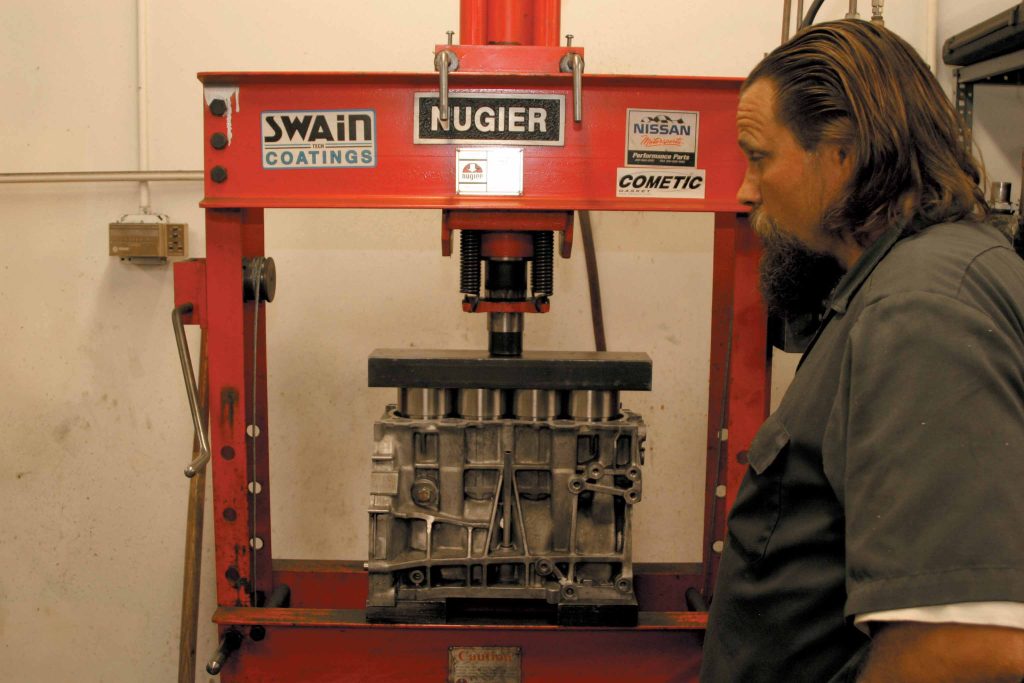
RS Machines in Carson, California, is one such shop that has been machining blocks and installing sleeves since 1996 and has grown to be the best-kept secret in import drag racing. Not because it innovated something that nobody else did, but because RS makes a quality product that the world’s best tuner racers trust.
In any form of competitive sport, the team that can maintain an advantage the best will always be successful and hard to beat. The team that keeps that advantage a secret the longest is even better off. This is exactly where RS Machines shines. Racers such as Bisi Ezerioha, Erick Aguilar and Jojo Callos use blocks prepped by RS Machines to dominate and smash records.
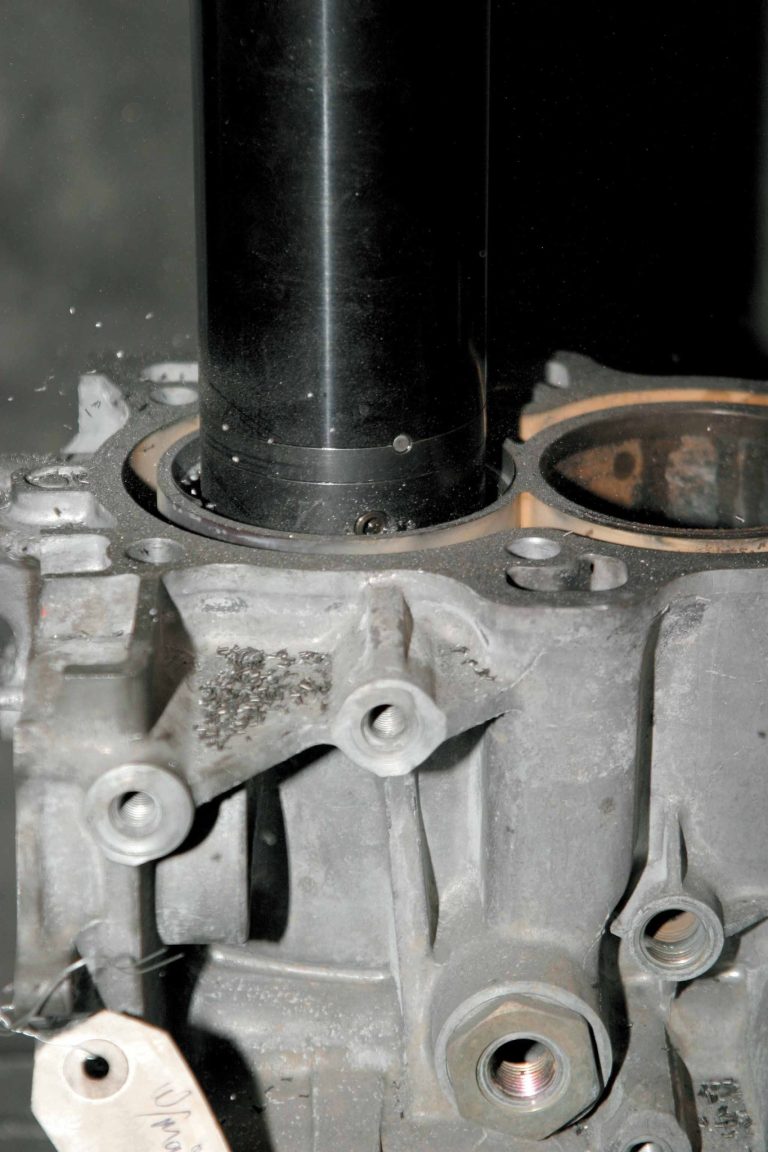
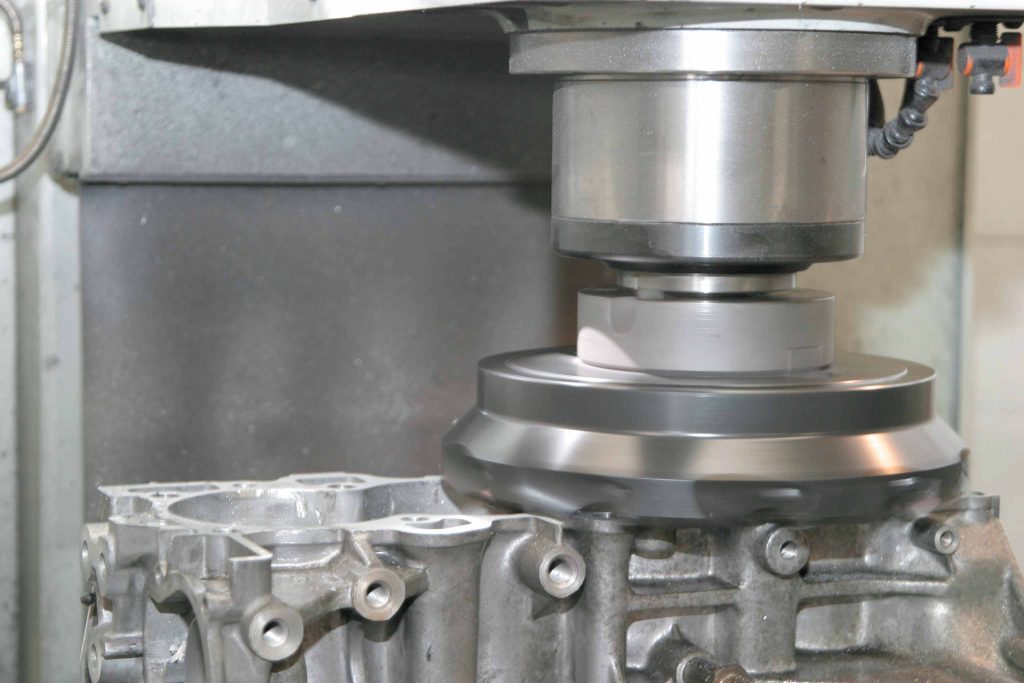
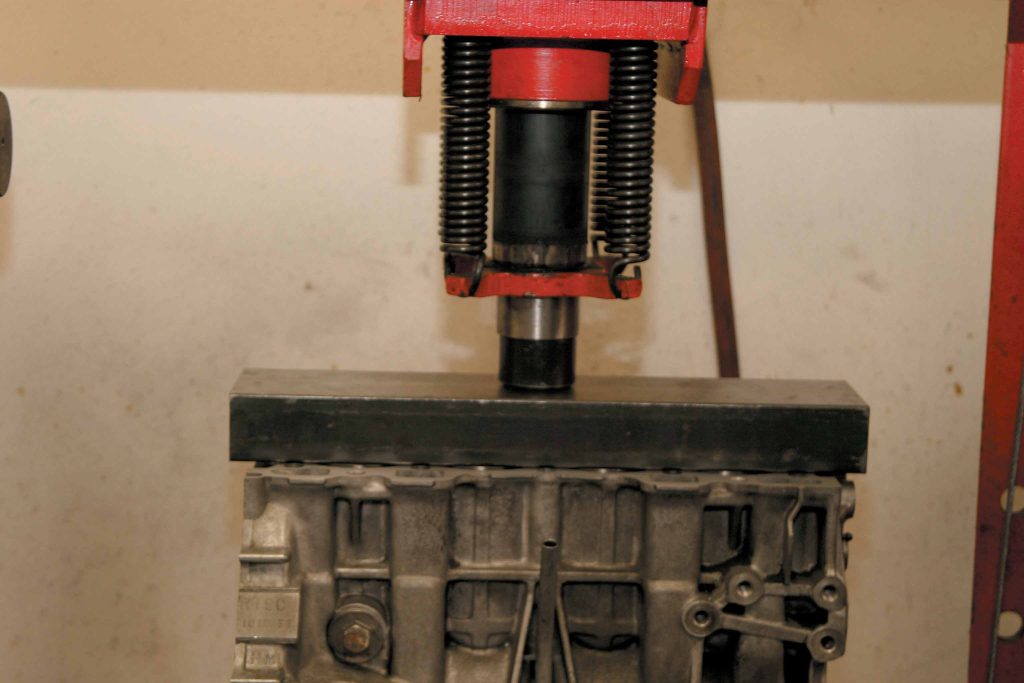
What does RS Machines do that is so special? We were curious too, so we dropped by the shop to cover the process of installing ductile iron sleeves that are guaranteed not to leak. Here’s what we found.