NASA (National Autosport Association) was having an HPDE (High Performance Driving Event) at BeaverRun, so I began to research taking my car to this event, in an attempt to abuse it to the fullest. After asking about the safety requirements, I quickly learned that my car would not pass tech inspection at any of the above tracks, as they require three-point belts (minimum) and my car had only a standard lap belt (standard-issue ’67 safety equipment). I also knew that if I wanted to run my car on a road course, I needed a rollbar, but I didn’t want an intrusive design that I would have to climb over every time I got in and out of the car.
So, as I do with most projects, I began to make a list of what my requirements would be for a rollbar. Everyone will have different requirements, depending upon what you wish to do with your car. I wanted the following:
- Maximize vehicle stiffness while meeting all other goals;
- Location for mounting shoulder belts for a five-point harness;
- Additional safety protection in the event of an off-track excursion;
- Ability to get in and out of the front and rear seat with minimal effort;
- Ability to remove the rear cross bar of the main hoop to allow for complete use of the back seat;
- Visually “hidden” when looking inside the car; and
- Maximize interior room.
You will note that one of my requirements was not to pass any sanctioning-body tech rules for rollbar design. In order to pass, for example, NHRA or IHRA tech, the sidebar has to pass from the main hoop to the floor at an angle that makes getting in and out of the car akin to climbing a jungle gym. Having no desire to do this, and knowing that I will always run my car on treaded DOT tires, it would be hard for my car to go in the 11s, especially with my 3:00 rear gear set. Most tracks that I have been to will not hassle you as long as the bar construction is sound and the car does not dip into the 10-second barrier or faster (even if you have a rollbar like mine, with the front two bars “laid down”).
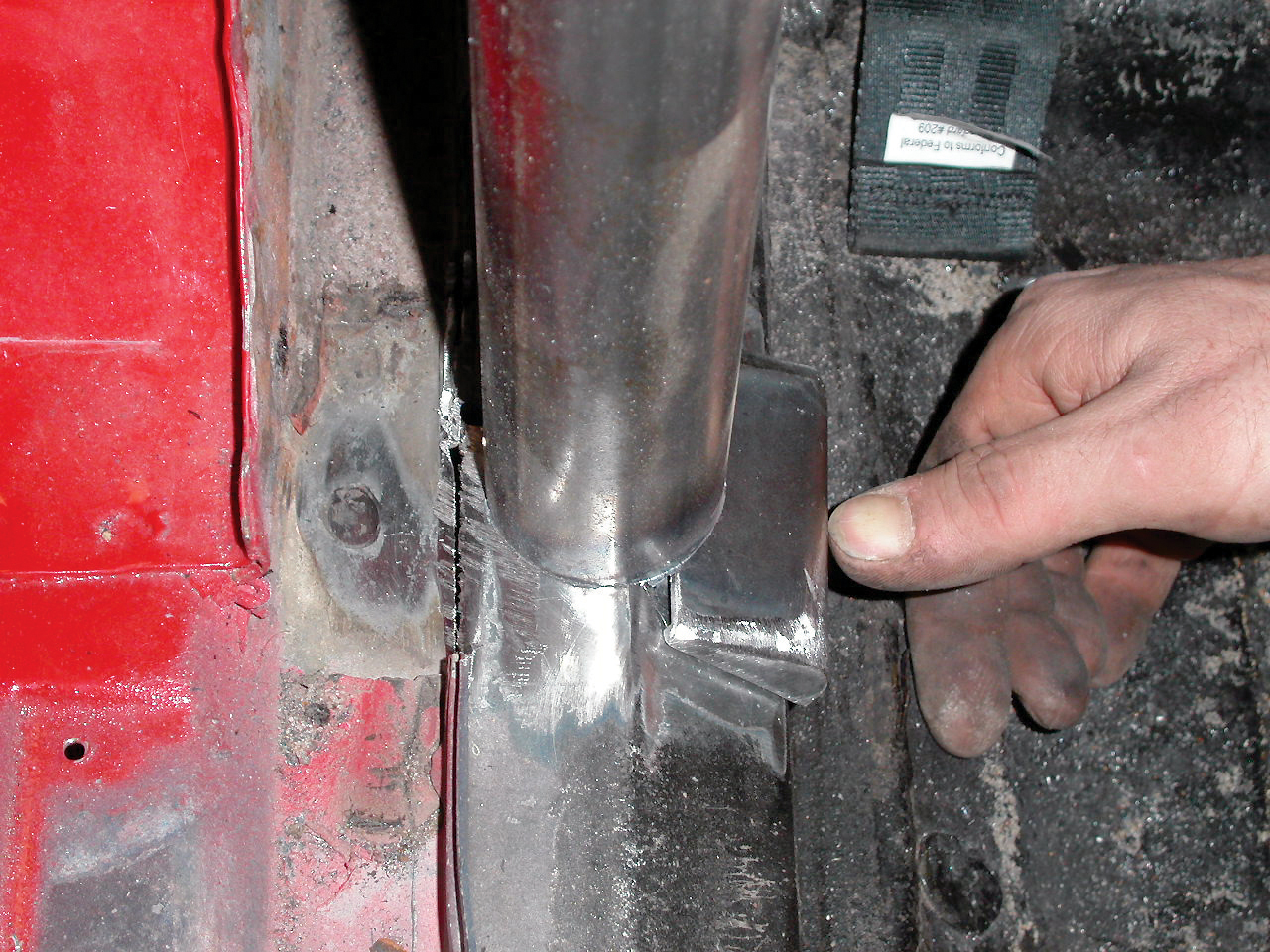
I decided to install a six-point rollbar, but I wanted to fabricate “laid down” front bars that would almost parallel the front floor pan, rear bars that would tuck up tight to the rear window, and a removable cross bar. Detroit Speed and Engineering supplied the main hoop, and I fabricated the front and rear bars.
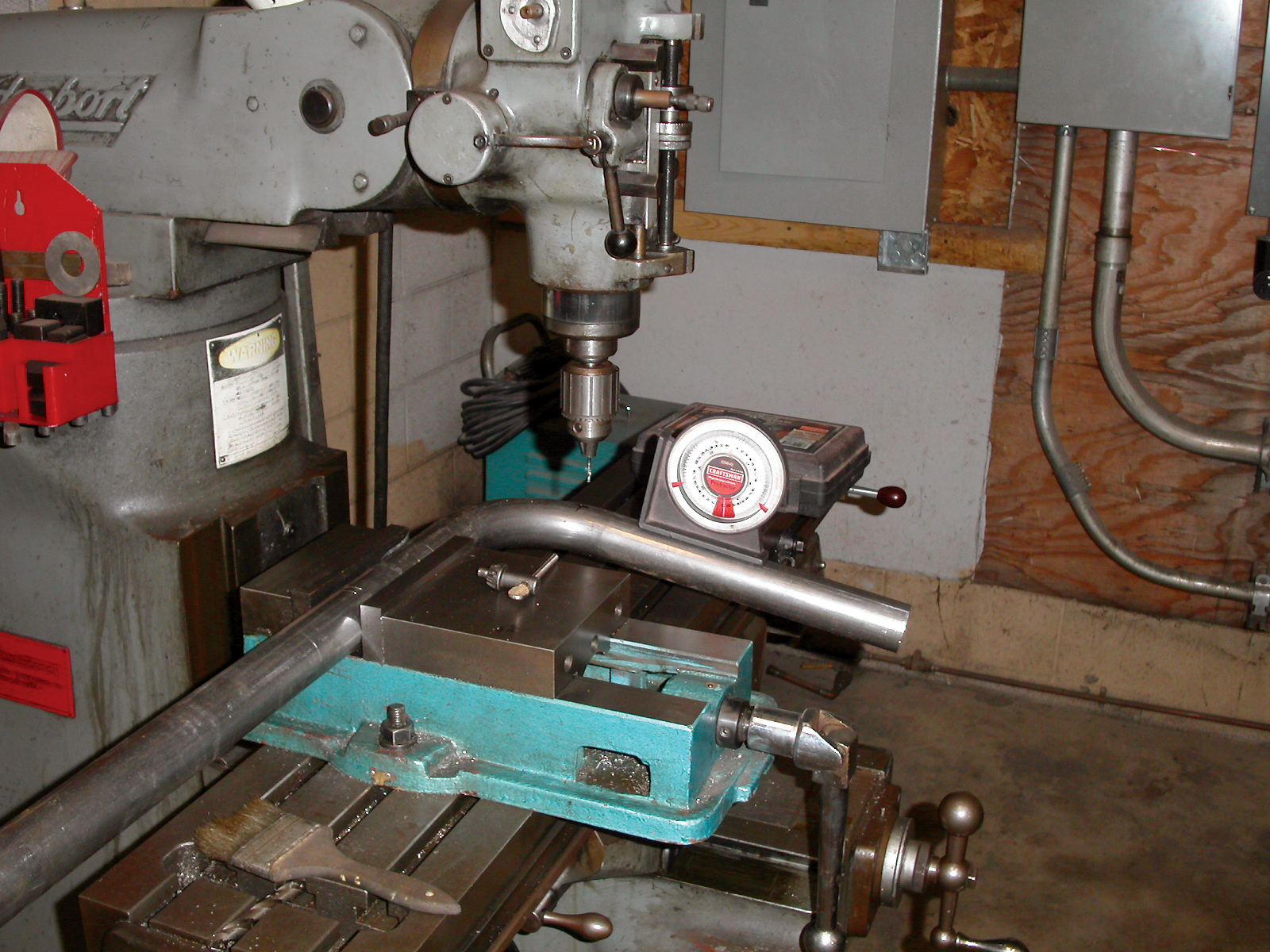
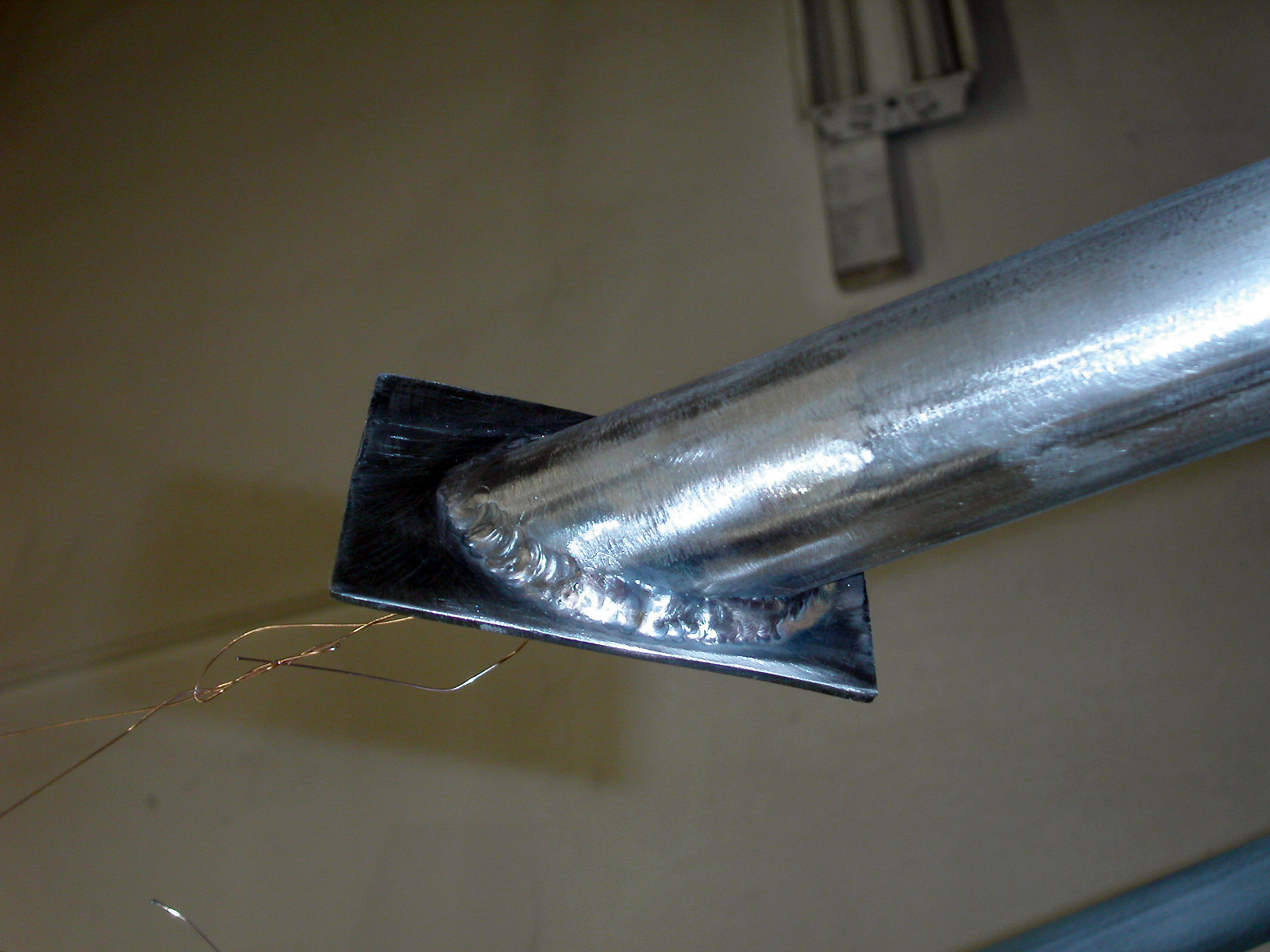
Material selected for my rollbar was A513 1-3/4-inch, 0.134-wall DOM mild steel. The 1-3/4-inch tubing is what is required by most sanctioning bodies for a rollbar (rollcages can use 1-5/8-inch), and the 0.134 wall ensures that, even on bends, the wall thickness will meet the 0.120 minimum. When tubing is bent, even using a mandrel bender, the outside wall thickness of the bend will get thinner and the inside of the bend will get thicker, due to the displacement of the material. Most rollbar companies start with 0.134-wall tubing. If they started with 0.120-wall, after the material is displaced, it would be too thin and the bar would not pass tech. With these considerations in mind, the installation could start.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}